

- 2394
- 产品价格:面议
- 发货地址:山东潍坊潍城区 包装说明:不限
- 产品数量:9999.00 台产品规格:不限
- 信息编号:240428862公司编号:14582956
- 王振友 经理 微信 18053628930
- 进入店铺 在线留言 QQ咨询 在线询价
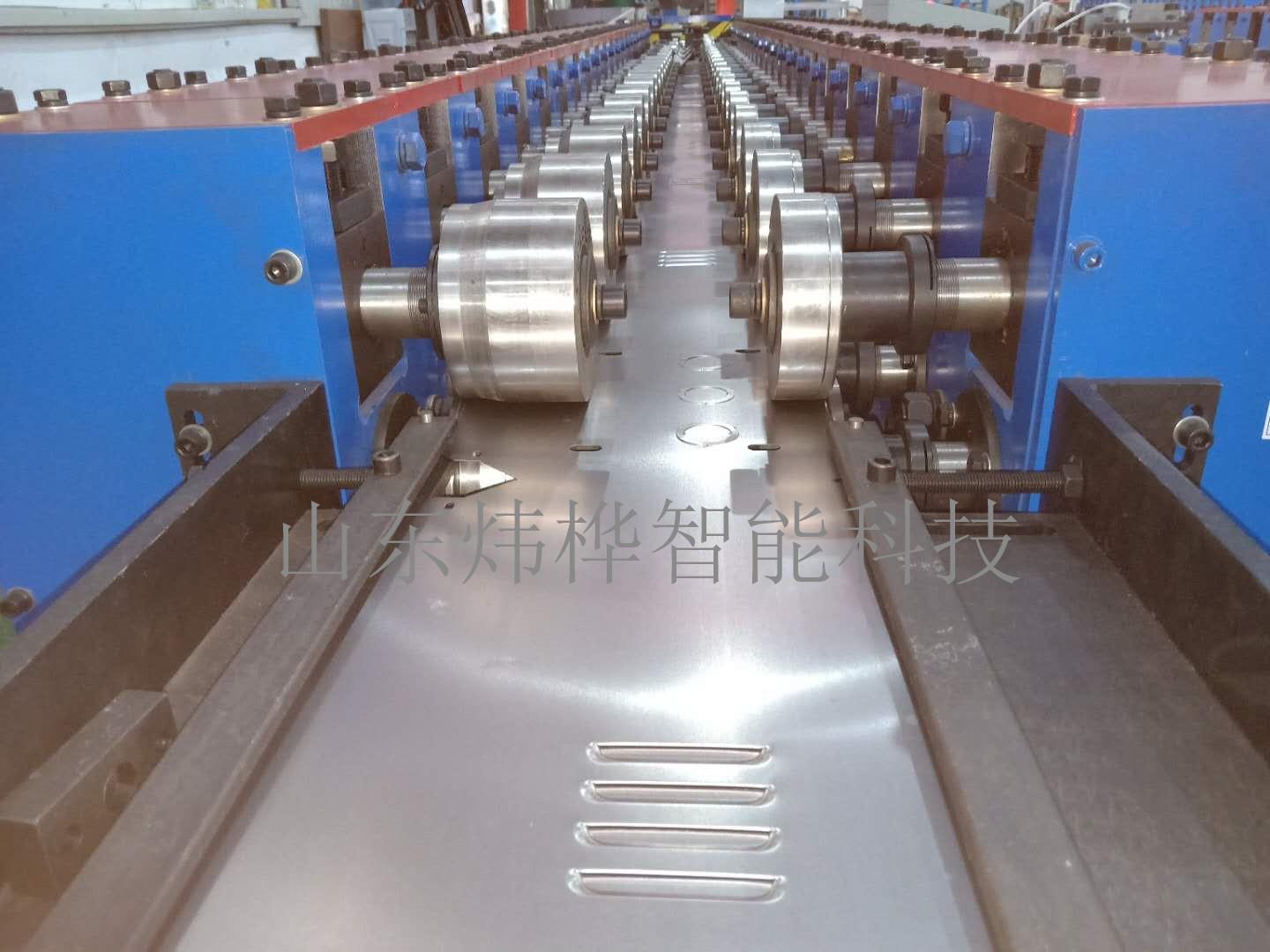
南京电器柜成型机
- 相关产品:
电信箱自动成型生产线可一次加工箱体的四个边框,后焊接背板即可,各种规格均可定制调节,降低生产成本。生产效率高,每小时生产100-120个箱体左右。
电信箱生产设备工艺流程:
开卷——校平——伺服送料——冲压——冷弯成型——折弯切断——出料,整条生产线由PLC控制器控制生产。
集设备制造、模具加工、技术开发于一体的综合性机械制造高科技民营企业,已成为金属结构协会会员单位。
材料规格:Q235
生产速度:0-10m/min
切断方式:液压切断
电压参数:380V/415V,50Hz, 三湘
电气控制:PLC
钢带厚度:0.4-2.0 mm(视要求而定)
轧辊材质:Cr12 淬火HRC58°-62°
液压油型号:46#液压油
齿轮油型号:18#齿轮油
主要轧辊数量:14~24(视型材而定)
切断尺寸公差:≤ ±0.4mm(长≤3000mm)
切断模具材质: Cr12MoV
明装电气箱外壳体全自动生产线、中置箱自动生产线一个人即可快速生产。即节省了人工,又提高了生产效率,同时还提升了产品品质。
我公司是山东科技职业学院校企,注册资金1015万,拥有强大的设计研发能力,结合国际的设计理念,自主设计研发生产电气柜壳体一次成型生产设备,配电柜自动成型设备,动力柜全自动生产线、威图柜立柱成型设备。
户外配电箱壳体一次成型设备,电气柜壳体一次成型机。
自动放料机—校平机—伺服送料机—冲孔部分—成型部分—定尺切断部分—自动折弯—收料台、机器人自动焊接,电气控制柜等部件组成。
e. 材料厚度: 0.4-1.0mm
f. 材料宽度: 150-500mm (Max.)
g. 钢卷内径: Φ360mm-Φ510mm
h. 钢卷外径: Φ1250(Max.)
i. 钢卷重量: 5 t(Max.)
3、成型参数
a、 成型组数:16组辊轮成型
b、 主轴规格:?48mm 45#钢材料调质处理
c、 辊轮材质:Gr12模具钢热处理
d、 整体式牌坊:由25mm钢板精加工而成,孔距误差小于0.1mm
生产线主要组成:
开卷放料机——校平机——冲压装置——冷弯成型主机——切断装置——收料台;电器控制柜等部件组成。
生产线简要参数:
产 地:山东潍坊
产品认证: 欧盟CE
质 保 期:1年(一年免费,服务)
售后服务:技术人员组成团队
人机交互:威纶触摸屏
重 量:23T左右
控制方式:PLC控制器(设置安全保护程序)
设备总功率:31kw左右
切断尺寸公差:≤ ±0.5mm(长≤3000mm)
切断模具材质: 铬12钼钒
成型轧辊材质:铬12
电气柜骨架成型生产设备功能简介:
山东炜桦研发的电气柜立柱成型生产线为一次冷弯成型设备,机组设备占地约60平方米,设备组成主要包括:放料装置、校平装置、自动送料装置、连续冲孔装置、高精度冷弯成型主机、定尺切断装置、自动收料装置、电气控制系统等部件组成;











{kind=link}