


- 2094
- 产品价格:面议
- 发货地址:山东潍坊潍城区 包装说明:不限
- 产品数量:9999.00 套产品规格:不限
- 信息编号:239640206公司编号:14582956
- 王振友 经理 微信 18053628930
- 进入店铺 在线留言 QQ咨询 在线询价
光伏面板金属边框生产设备 工作原理
- 相关产品:
户外配电箱壳体生产设备,配电箱箱体成型设备,生产消防箱设备生产工艺:
自动放料机—校平机—伺服送料机—冲孔部分—成型部分—定尺切断部分—自动折弯—收料台—(机器人自动焊接)—电气控制柜等部件组成。
动力柜箱体全自动生产设备,全自动配电箱生产线主要参数:
材料规格:1、Q235 (钢卷) 2、不锈钢带
钢带厚度:0.5~1.5 (视型材而定)
钢带宽度:≤400, (定制)
生产速度:120个箱体//每小时
总电机功率:20kw
液压系统功率:3kw
切断方式:液压切断
电气控制:PLC
驱动电机:变频电机驱动
承重钢带:3吨
气源:0.5m³/Min;压力为0.7MPa
电压参数:380V/415V,50Hz, 3相
液压油型号:46#液压油
齿轮油型号:18#齿轮油
切断尺寸公差:≤ ±0.5(长≤3000)
切断模具材质: Cr12MoV
轧辊材质:Cr12 淬火HRC58°--62°
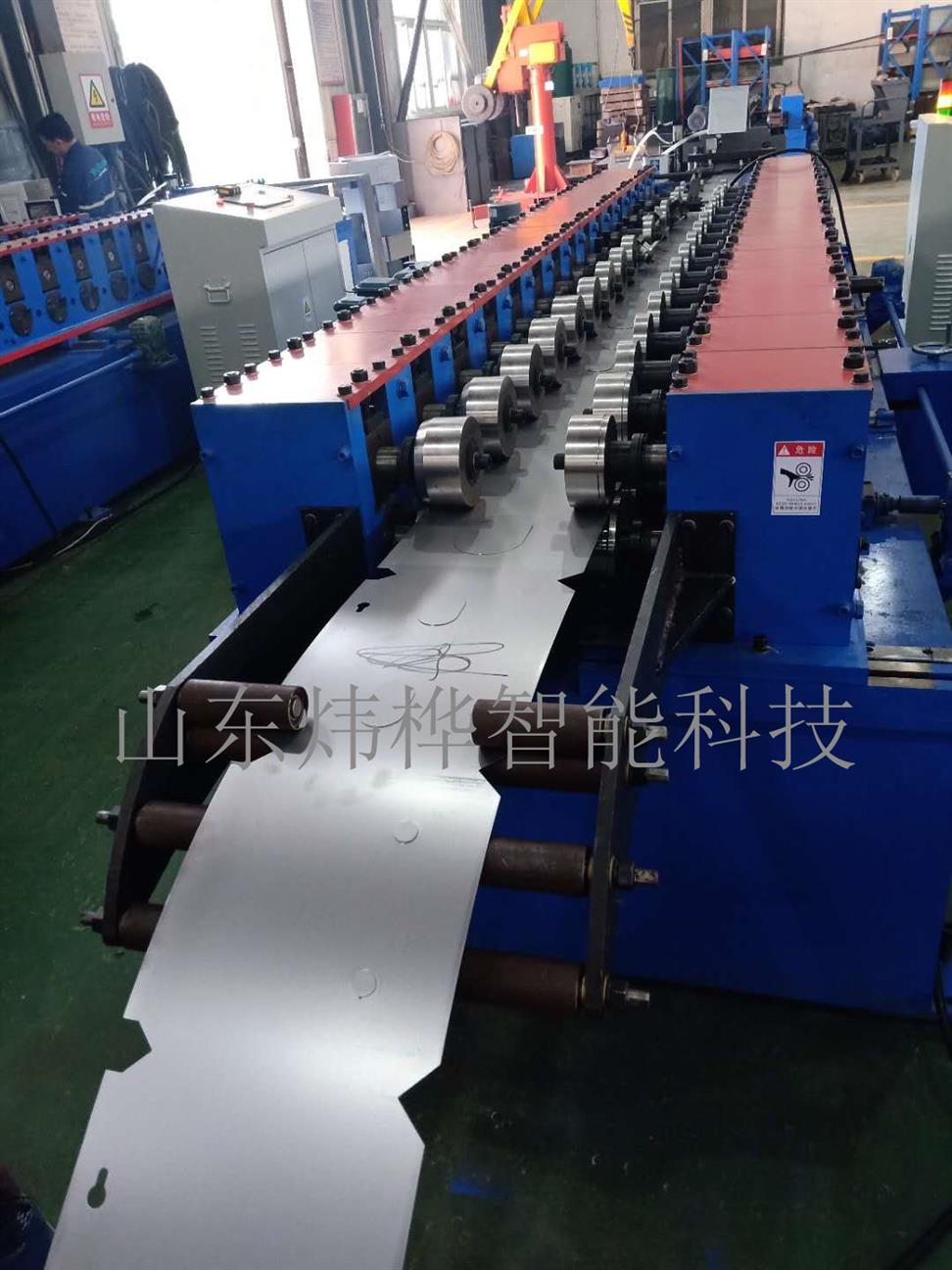
配电箱箱体冷弯成型设备工艺流程:
上料(将带钢放置在开卷机上) —板料校平送料(此处是校平送料机,带动力)—伺服送料液压冲孔(有伺服系统控制尺寸精度,实现打孔、切角功能)—冷弯成型(主机部分,实现翻边折弯)—成型后折弯(折成框体)—液压自动切断—卸料。
设备结构及系统配置:
概述:该生产线主要由放料机、调平机、冲孔切断机、输送台、成型主机、液压折边机、成品托料装置、液压系统、电气控制部分及防护部分组成。
成型主机:此生产线的主机机座采用100*100*3MM方钢焊接,机架采用整体式固定牌坊,侧板采用25mm钢板,支承部分均采用闽台轴承,进料采用滚轮式,出料采用扭动上下调节,主机钢性好,且结构稳定。
B:滚压模具(轧辘):16组辊轮成型,均采用Gr12模具钢,HRC达58~60o均采用精密数控机床加工,精度为6~7级,表面粗糙度达0.8 以上,成形尺寸,成形工件表面无划伤。
C:传动部分:是生产线成形动力的输送部分,其动力由主电机到减速箱,再由减速箱通过齿轮传送到主动轮上,主动轮通过过度齿轮传动,使得上下轧辘同步转动。
3.定长折弯部分:由定长装置及折弯机构组成。定长装置是通过激光探头结合编码器定长,当板料走到定尺长度时,通过PLC控制折弯产品。
4.托料架:此装置在成型机的后面,根据产品长度的不同合理排布。
5.电控系统:整条生产线采用集中控制,元件采用进口及国产上等产品,或由客户,标准件元件采用闽台。设备电控元件的安装符合规定,线号清晰。
售后**
1、建立客户档案
2、每月定期,发现问题及时解决
3、紧急情况,48小时内赶到,帮客户解决问题
配电箱类别
常用的配电箱有木造和金属造两种,因为金属配电箱防护等级要高一些,所以还是金属的用的比力多。木制展柜作为传统的展示柜主力力量,被广泛运用到各类产品的陈列展示。
用处
配电箱的用处:合理的分配电能,便利对电路的开合操纵。有较高的宁静防护等级,能曲不雅的显示电路的导通形态。便于办理,当发作电路毛病时有利于检修。
整个生产工艺无废料,而且一个人即可操作生产,同时减少了多道焊接和打磨,即大大节省了人工,又提高了生产效率。一台设备可以代替二三十个钣金工人的工作量。全自动配电箱箱体生产线会给整个行业注入更多机遇,炜桦冷弯配电箱箱体全自动生产设备助你的企业发展一臂之力。










{kind=link}