

- 2024-05-17 14:36 474
- 产品价格:面议
- 发货地址:山东潍坊潍城区 包装说明:不限
- 产品数量:9999.00 套产品规格:不限
- 信息编号:233501351公司编号:14582956
- 王振友 经理 微信 18053628930
- 进入店铺 在线留言 QQ咨询 在线询价
太阳能光伏组件生产设备
- 相关产品:
太阳能光伏组件生产设备
规格:齐全加工定制:是材质:Q235传动装置:齿轮箱操作系统:触摸屏切断方式:液压切断
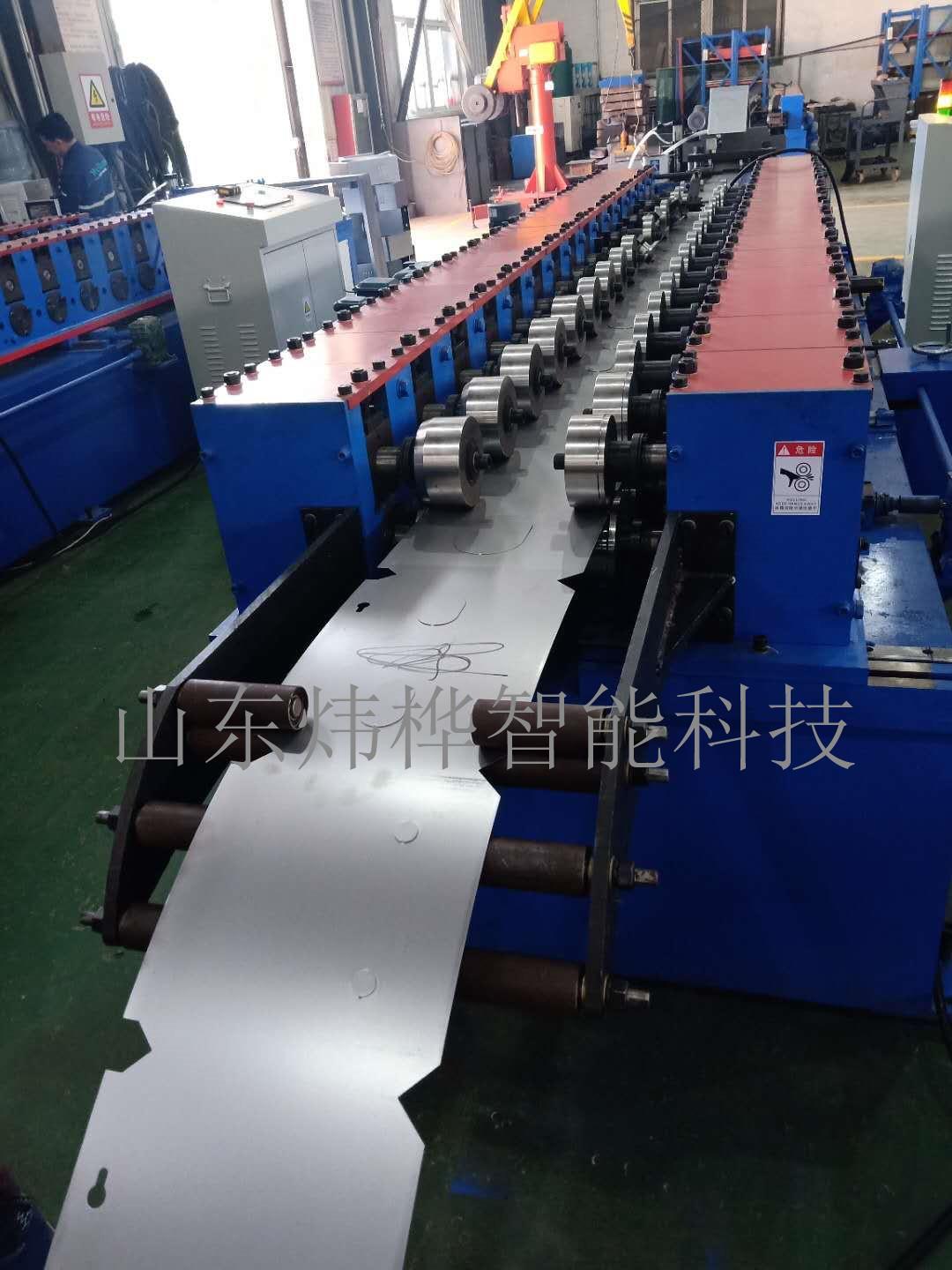
我公司生产的电信箱成型设备、明装配电箱生产设备、动力柜外壳生产设备:我公司提供的基业电气箱生产设备、电表箱成型设备、动力柜生产线、不锈钢电表箱生产线等都是按客户要求定制设备,动力箱壳体成型设备(自动送料、冲孔、折弯、焊接、成型、一次完成)可根据客户的不同需求,集成生产所需的众多工艺,自动送料、冲孔、成型、折弯、焊接等等。这些都将为生产能力和产品品质带来大提高。。。
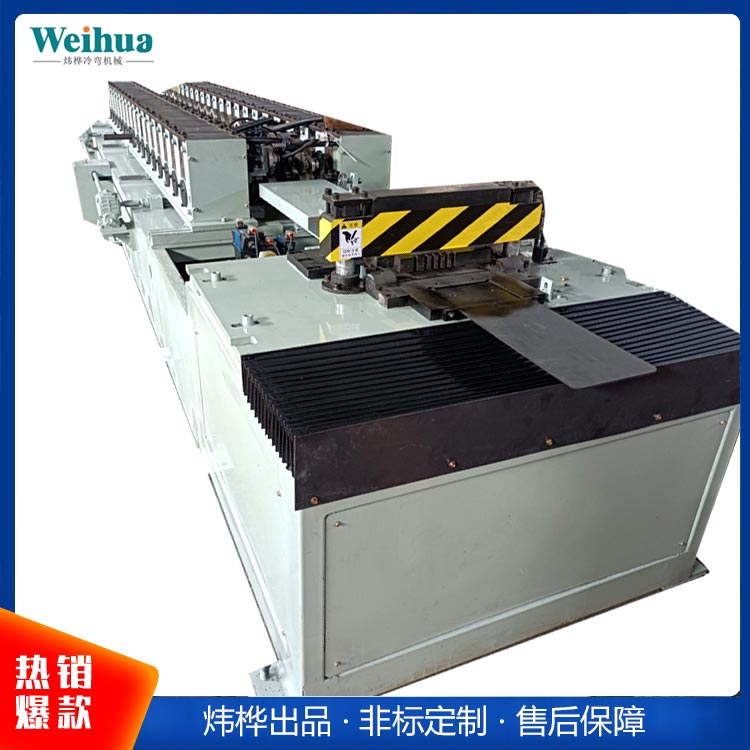
消火栓箱自动生产线技术参数:
开卷:被动上料架
放料架承重:5T
机架:采用方管焊接
中板厚:18mm
成型机导向进料架形式:侧向滚轮式
成型机形式:墙板式链传动
传动方式:齿轮箱
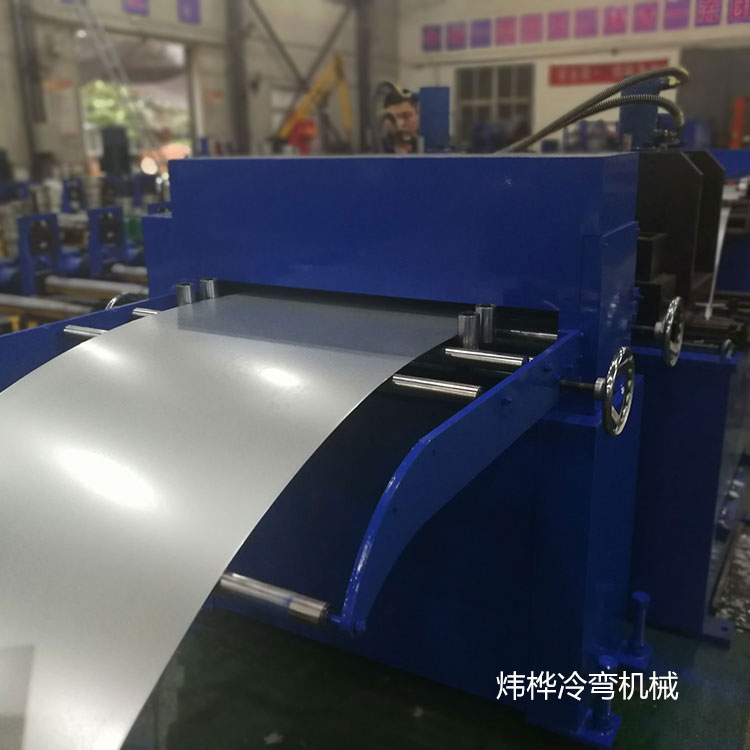
成型机线速度:7-10m/min
成型机道数:七辊校平16道成型。
轧辊材料:轴承钢
轧辊热处理:HRC58°-60
液压站电机:5.5KW
液压站油泵:齿轮泵
切断方式:无极切断,*更换切刀磨具
轧制厚度:1.0-3.0mm

配电箱箱体冷弯成型设备工艺流程:
上料(将带钢放置在开卷机上) —板料校平送料(此处是校平送料机,带动力)—伺服送料液压冲孔(有伺服系统控制尺寸精度,实现打孔、切角功能)—冷弯成型(主机部分,实现翻边折弯)—成型后折弯(折成框体)—液压自动切断—卸料。

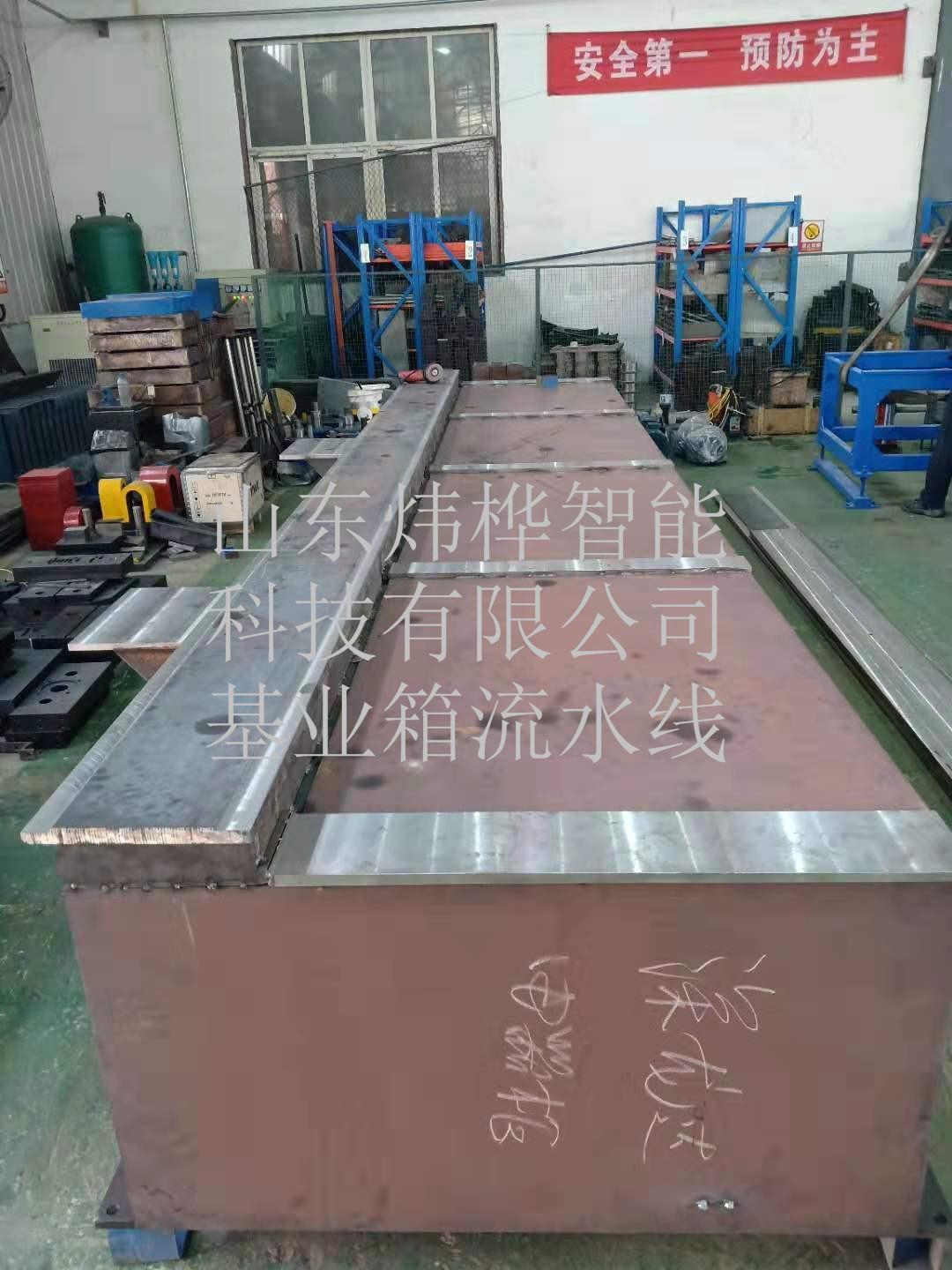
新型箱体产品特点:
我公司研发的配电箱加工生产线为配电箱一次成型设备。该设备打破了传统生产方式,对多个工艺步骤进行了优化改进,使配电箱钣金加工的综合生产效率提高3倍以上,部分环节工序可提率10倍以上!日生产箱体1000只,在人员和场地减少的情况下,实现实际生产效率增加数倍;伺服控制和高精度冷弯成型等多项技术,确保了箱体的钣金制造精度,实现箱体机械强度更高。
该机组设备占地约50平方米,设备组成主要包括:放料装置、校平装置、自动送料装置、连续冲孔装置、高精度冷弯成型主机、定尺切断装置、自动折框装置、电气控制系统等部件组成;主要功能:自动去角、伺服自动冲孔、自动下料、自动成型、自动折框等。

防爆配电箱使用方法
1、根据工作现场的实际照明需要,确定灯具的安装位置和方式,然后按灯具到220V电源接点的距离备好相应长度的三芯电缆线(如采用钢管布线则将三芯电缆线引入钢管至灯具安装处)。
2、先卸下接线腔上的固定螺钉,拔出接线盒的接线部分;从包装盒内取出密封圈和接头(带紧定螺钉),依次套入电缆;然后将三芯电缆线的一端分别接入盒内的标识“L”、“N”和接地处,用压线卡压紧电缆后,并用紧固螺钉固定好,然后拧紧接头,压紧密封圈,并从侧面拧紧紧定螺钉。
3、将第2步的部件旋入钢管,从侧面装上紧定螺钉锁紧,再将灯体沿接线盒的导轨装入,然后拧紧面板上的螺钉。
4、后把三芯电缆线的另一端按防爆配电箱要求接通220V电源。
5、更换灯泡时,先切断电源,然后用内六角扳手卸下壳体上的紧定螺钉,用大螺丝刀或其它工具旋松灯盖6圈,再用手小心将灯盖缓慢卸下,旋下旧灯泡换上新灯泡。
改变生产落后的工艺模式可以颠覆一个行业!全自动配电箱壳体生产流水线设备、配电箱箱体生产设备,我们改变了传统落后的加工配电箱箱体生产工艺,改为四边一块板料加底板组成配电箱外壳。(生产工艺:自动送料、冲孔、封边、折弯、成型、一次完成),配电箱壳体高度、宽度、厚度都可调整,可以满足非标配电箱生产。








{kind=link}